Don't miss our holiday offer - up to 50% OFF!

360° CONSTANT TENSION
STEPLESS EAR CLAMPS




Special design eliminates steps and/or overlaps on the inner circumference of the clamp for a 360° leak-free seal
Because the tongue resides in a groove, the “tongue-in-groove” feature exerts pressure on the assembled parts over 360°, enabling the clamp to apply a continuous radial force completely around the connection’s diameter.
Material Width & Thickness:
The StepLess® Ear Clamps recommended for use with Carawater Flexopipe and DMfit barbed fittings are Stainless Steel, 7.0mm in width and 0.6mm thick. The selected material and dimensions are recommended based on the stress required to obtain optimum pressure to create a permanent seal.
Clamp Ear (closing element):
Using tools designed or endorsed by Oetiker, the clamp is closed by drawing together the lower radii of the “ear”. The maximum diameter reduction is proportionate to the open “ear” width (s).
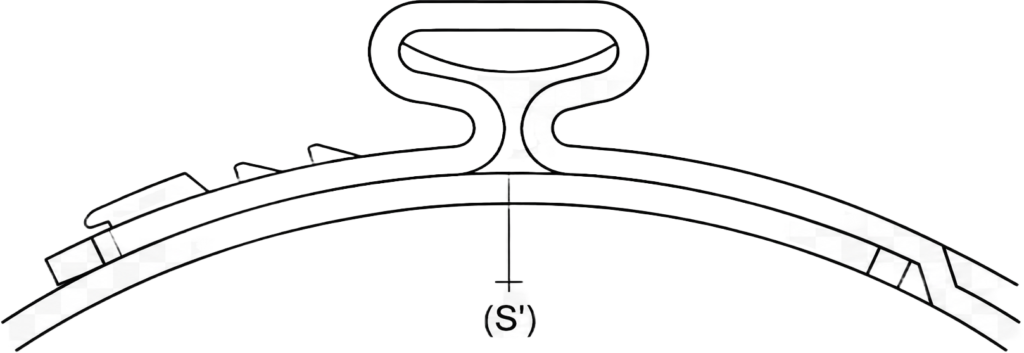
Note: the above sketch shows the appearance of a closed “ear” (s’); it does not necessarily indicate an effective closed assembly. The following applies as a guideline: To determine the correct clamp diameter, push the hose onto the attaching material, (e.g. the nipple), and then measure the outer diameter of the hose. Select a clamp whose average value of the diameter range is slightly greater than the hose’s outer diameter. A clamp can only be considered adequately closed when the ear width (s) has been reduced by at least 40%, and the correct closing force was used for assembly.
Block Closure:
Block closure is when the assembly force fully closes the ear, resulting in both ear legs touching (vertical members between the ear dimple and clamp radius). When this occurs the assembly force is absorbed by compressing the legs rather than transferring the assembly forces to the parts being clamped. If assembly forces are going to be measured, a block closure must be avoided.
Mechanical Interlock:
The interlock is a mechanical system for joining the clamp ends to permit closure. Some interlock designs can be opened for radial assembly prior to closure.
Assembly Recommendations:
The clamp’s ear should be closed at a uniform rate not exceeding the recommended maximum closing force. This will ensure clamp tension remains constant without overloading individual components of the assembly being joined, and of the clamps. Oetiker calls this assembly method “force priority”. Force priority ensures that tolerance compensating features of the clamp remain functional for every assembly. This ensures the resulting radial force remain approximately the same for every assembly, independent of any component’s dimensional fluctuation. If Oetiker’s ELK electronically controlled pneumatic pincers are used in force priority mode, assembly can be monitored to ensure repeatable installations are achieved at the proper force.
Closing Force:
As a matter of principle, the closing force selection is closely related to the desired compression or surface pressure of the material to be assembled. The resistance against the clamp corresponds to the applied force, so that the defined closing force is significantly reduced if soft materials are compressed. The maximum closing forces are displayed in the table on the next page, depending on the material dimension. These specifically refer to thermoplastics or other less malleable materials with high Shore hardness.
Important:
– The ear height is a natural result of ear deformation. Do not influence the ear height, either by changing the ear gap or with built-in hold-down devices in assembly tools.
– Single tool stroke closure only, do not apply secondary crimping force.